





Belt Elevators
1 Videos


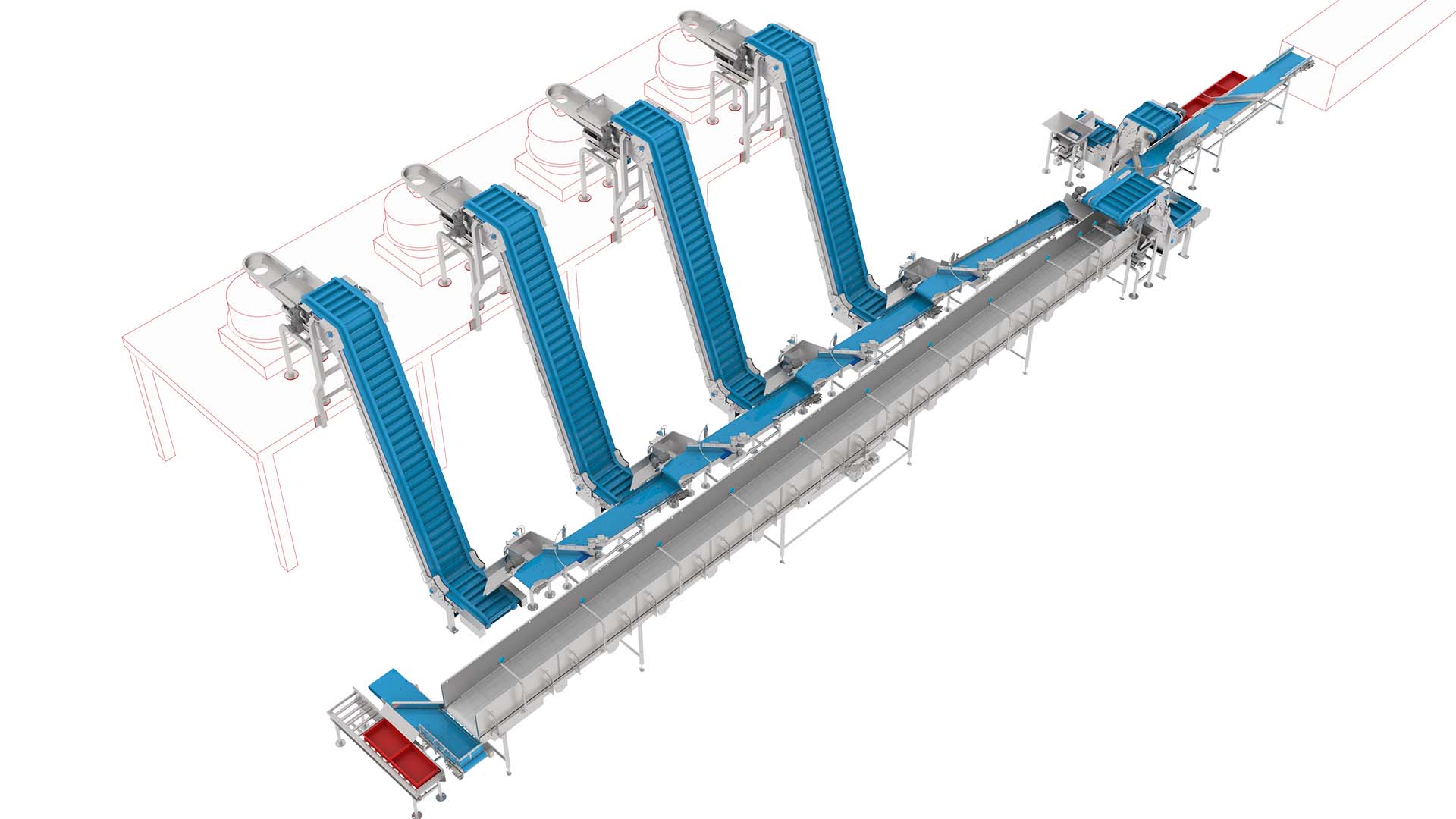
Optional hopper
for product
storage
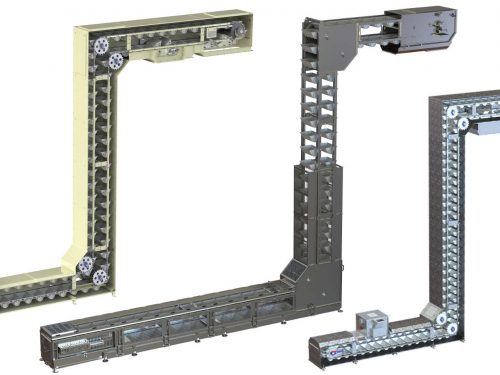
Full 'swan neck'
design with infeed
and outfeed sections.
Incline and outfeed
section
Can be designed
to suit your
specific requirements

Controllers
IP20, IP54 and IP69 controllers available to suit your specific needs.

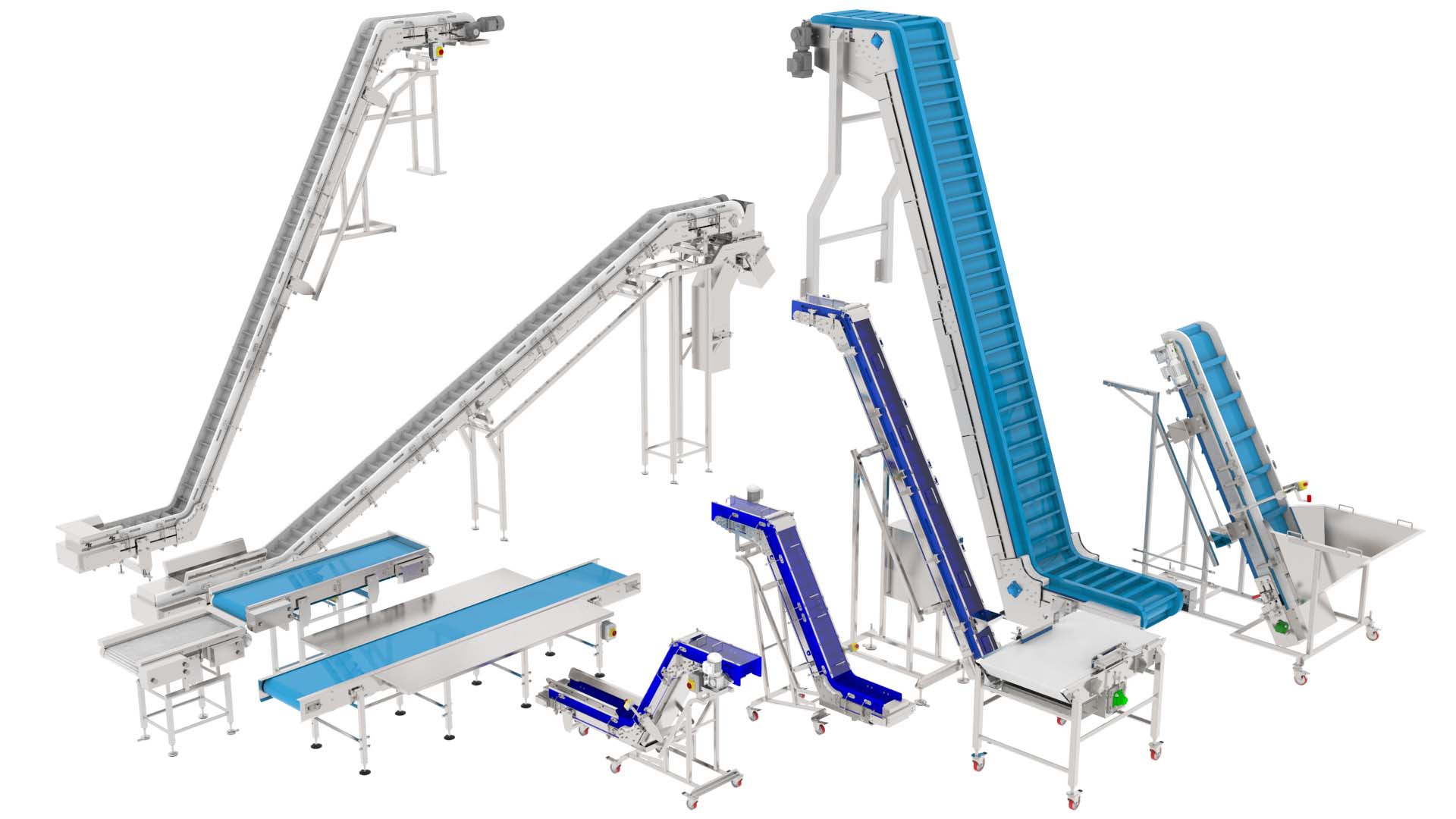
Side guides
Metal, plastic or built into the belt itself, we can provide a range of guidance whilst elevating your product.

Hygienic Design
Podmores Flighted Belt Elevators can be manufactured in a crevice free & fully welded construction, electro-polished to pharmaceutical standards and featuring full washdown elements, to suit your needs.

ATEX
Certain Podmores Flighted Belt Elevators can be manufactured for ATEX zones. Please get in touch to discuss your particular application and ATEX requirements.