






Bucket Elevators
4 Videos





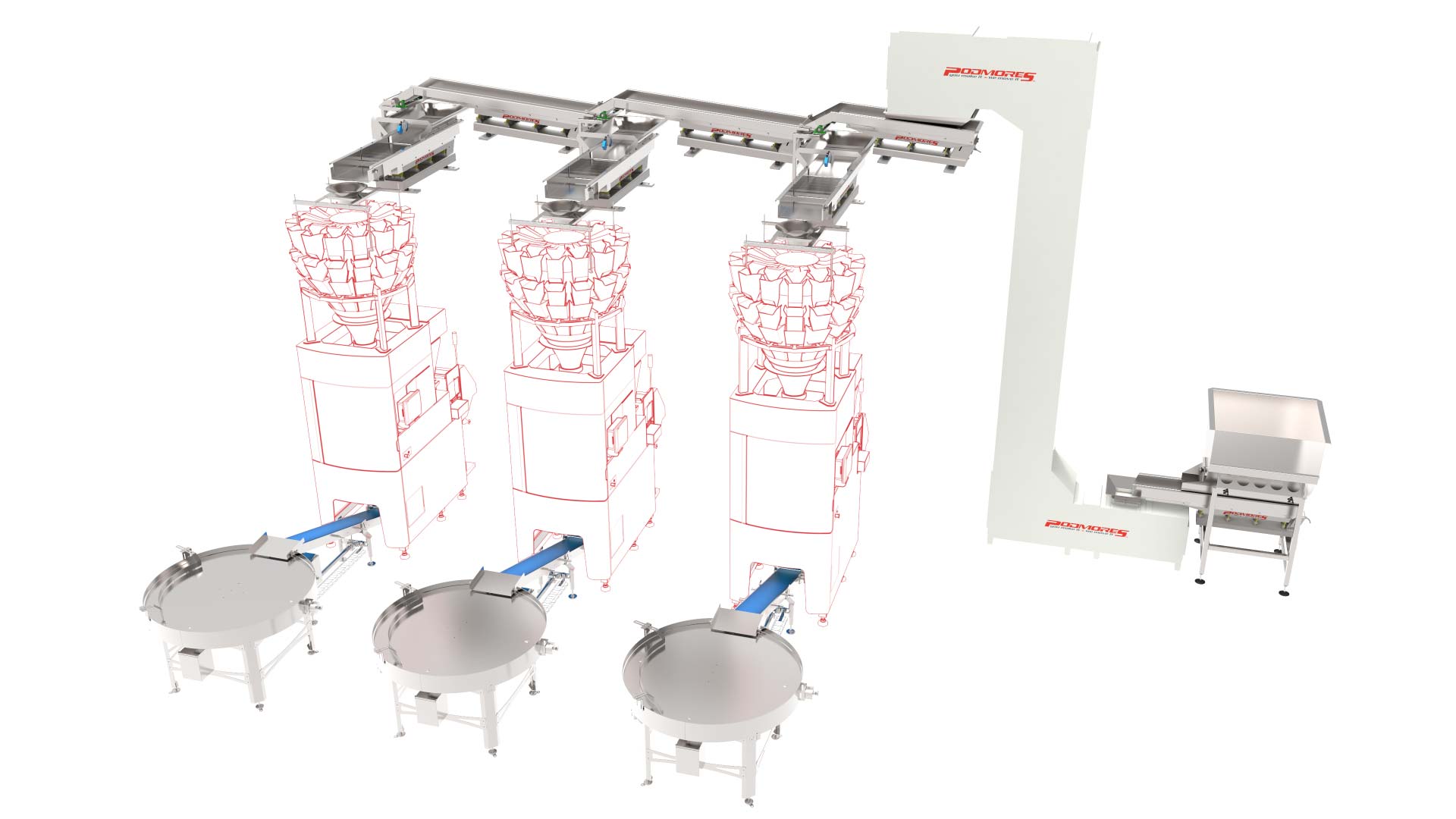
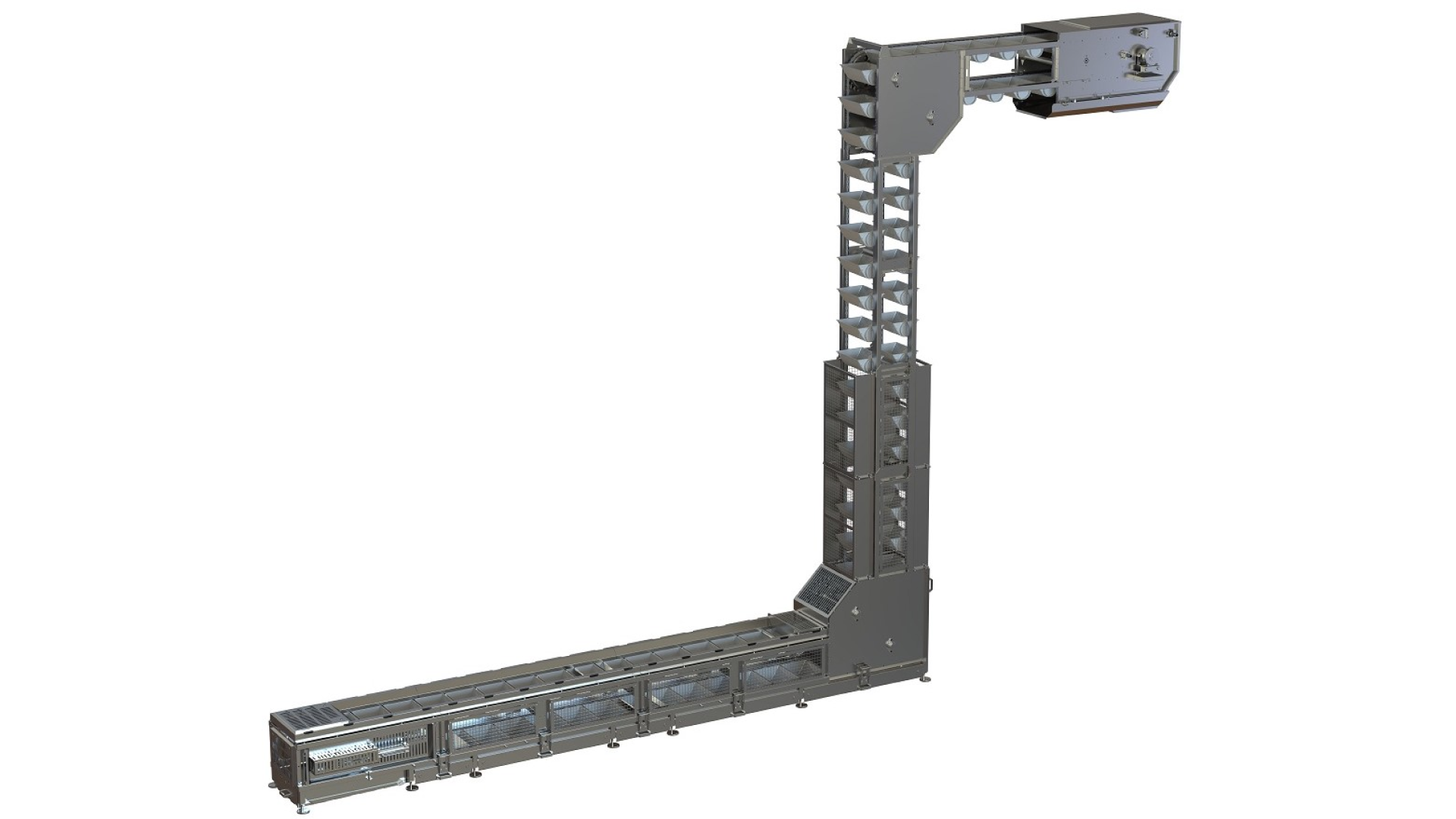
Intermediate outlets
for multiple or
optional discharge
points
Standard discharge
point is at the
drive end
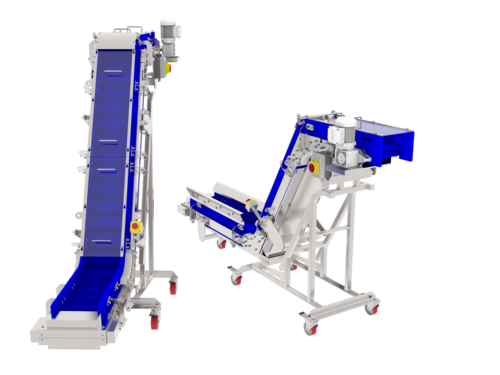
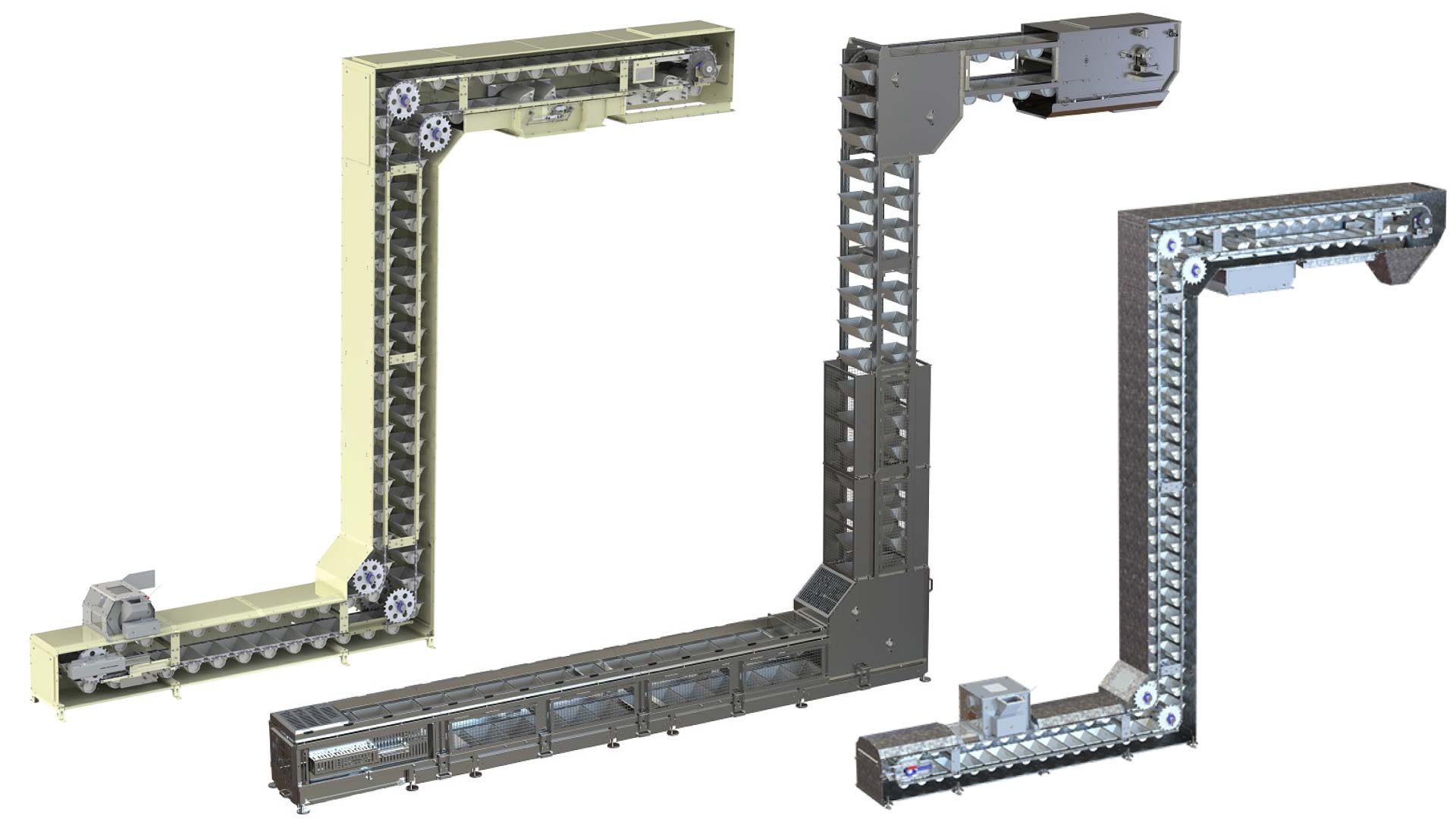
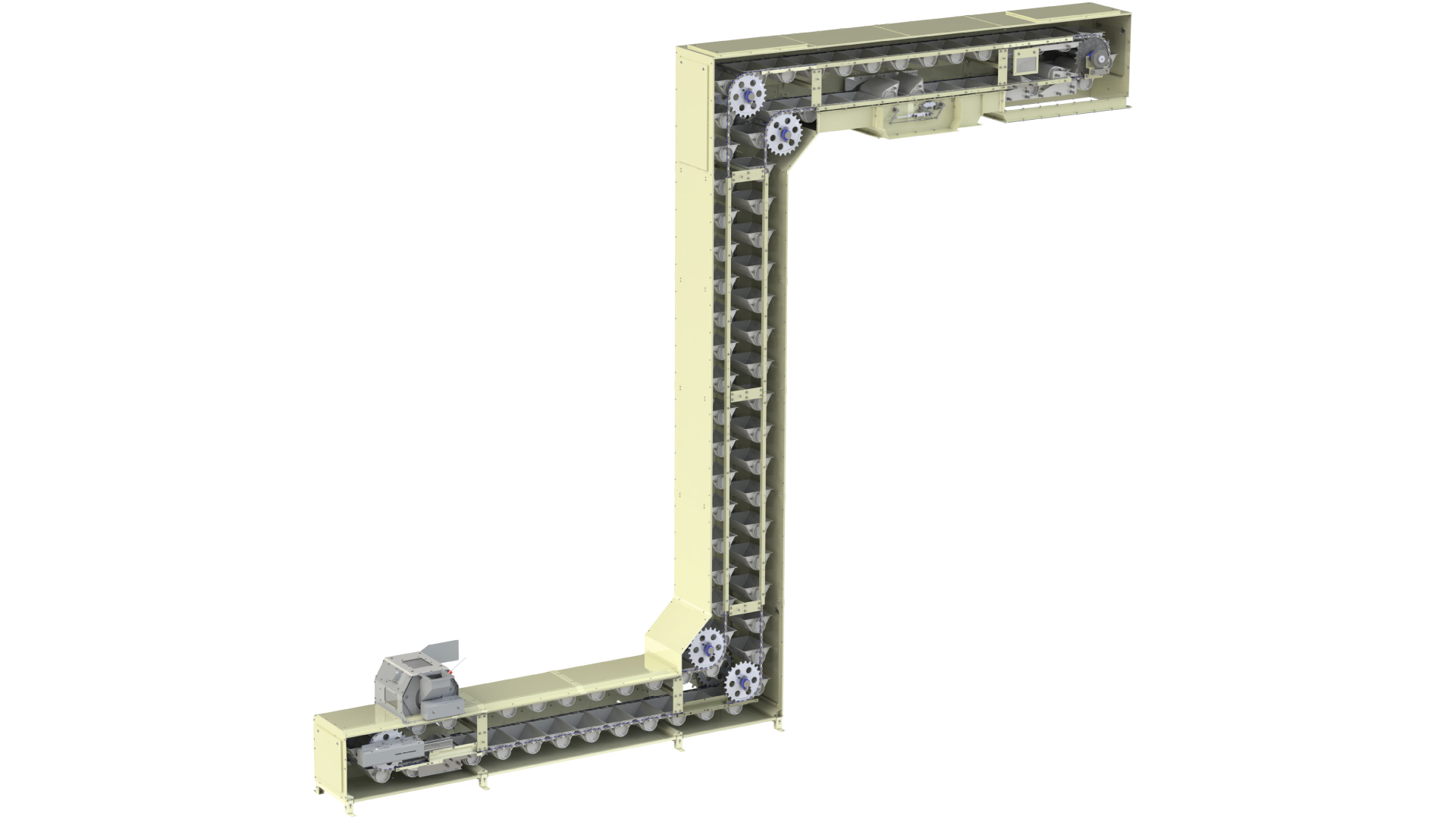
Vertical, horizontal
and corner modules
available
Service access
though low
level panels
Fill here
Corner and 'T'
shaped connectors
available

Controllers
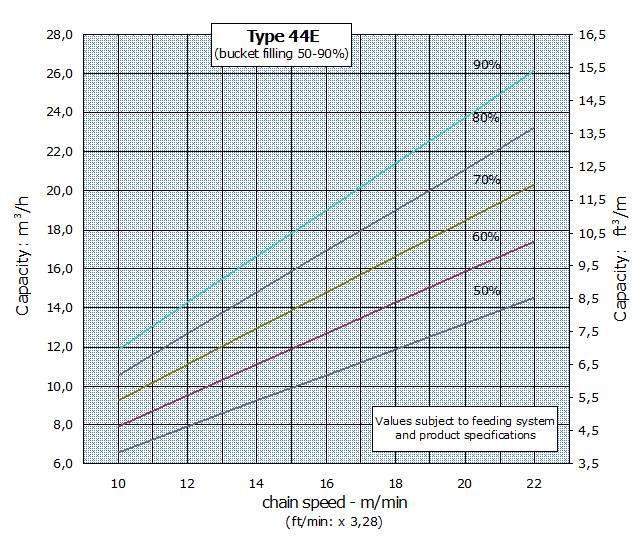
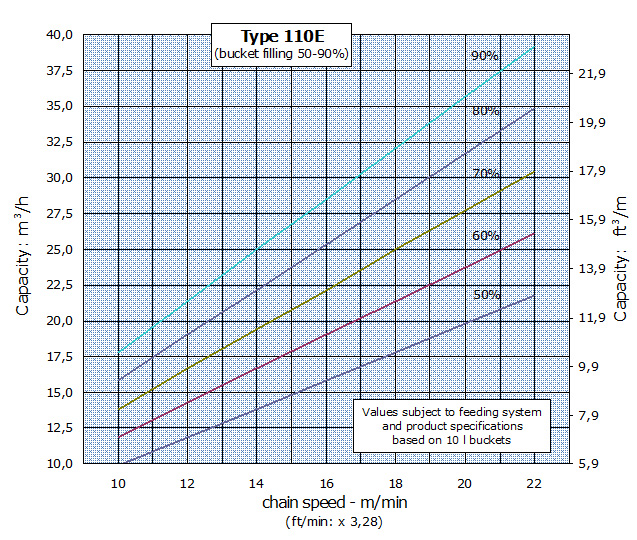
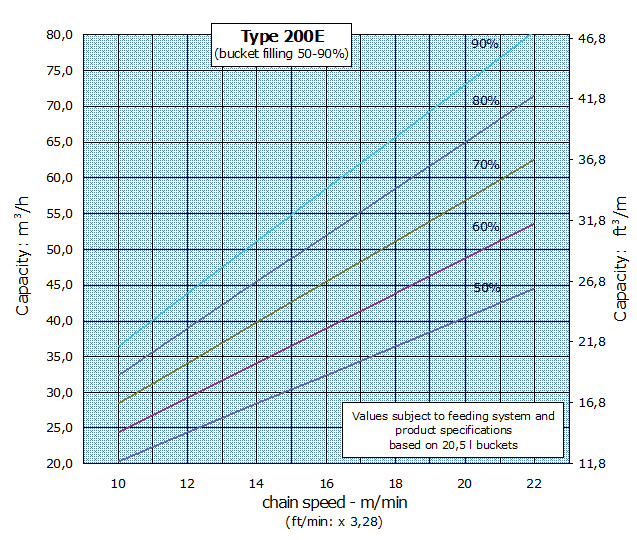
Simatek® Frequency Converter will ensure full utilization of the elevator as to the desired capacity, by running the elevator at a reduced fixed speed, and thus reduce wearing.
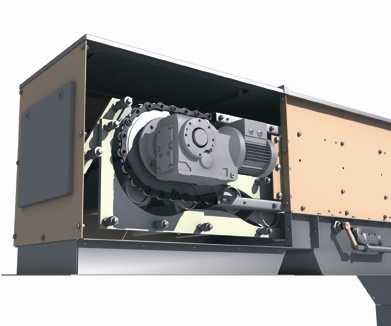
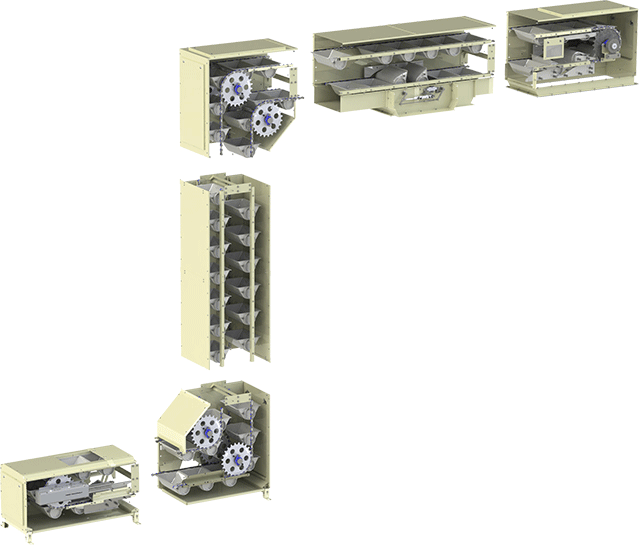
Drive Section
The drive section consists of a through-going shaft with two chain pulleys which activate the parallel running chains. The drive section is equipped with a flange mounted and directly coupled helical-bevel gear and a mechanical backstop. This section is always located at the top of the elevator system.
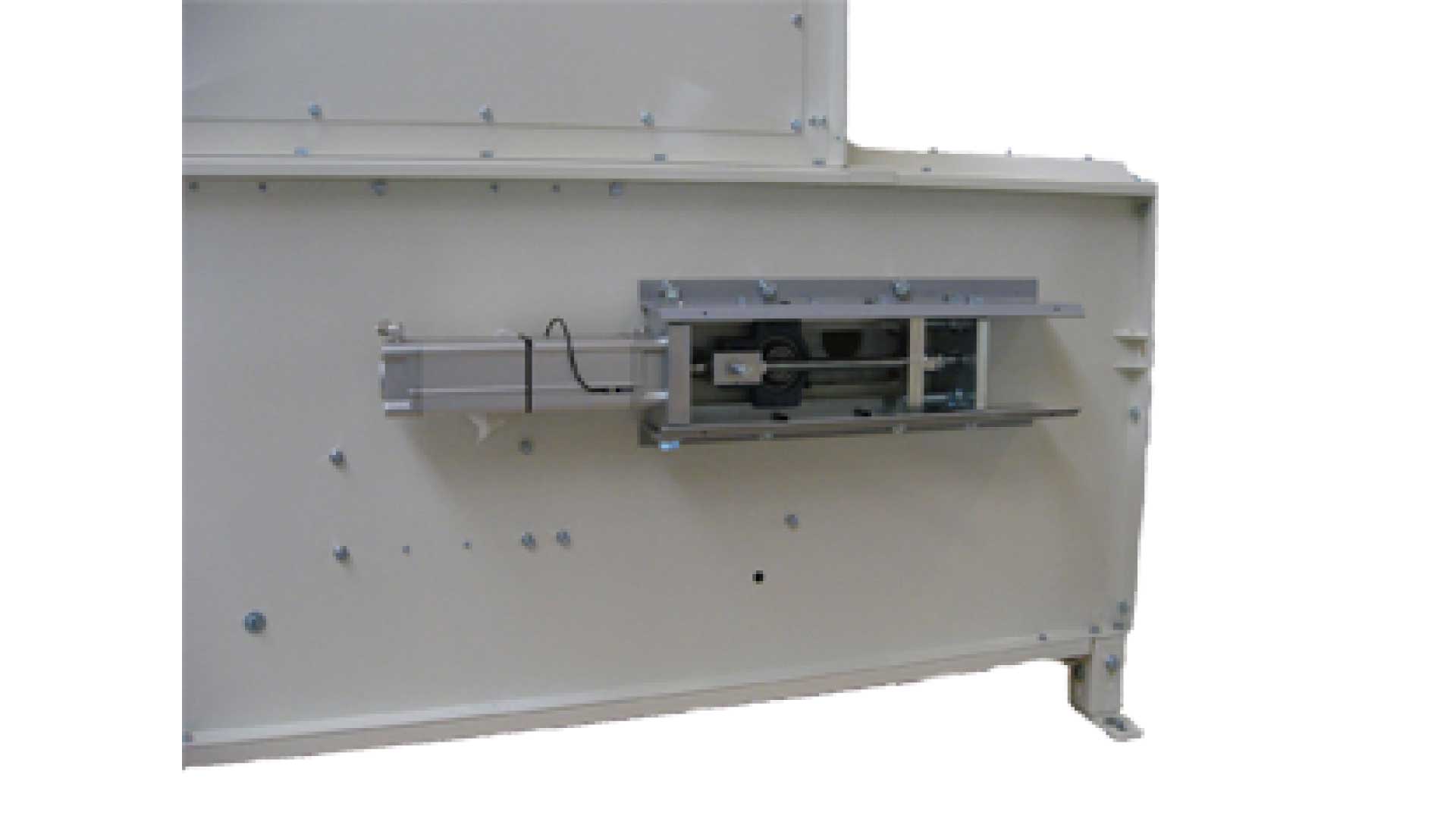
Tension Adjustment
The automatic chain tension adjuster ensures a constant optimum chain tension. The system consists of three units: a power module and two tensioning units.

Intermediate Outlets
intermediate outlets can be positioned as required on horizontal sections. CAD-designed curve guides ensure low friction and minimum wear. The intermediate outlet is activated by a compressed air cylinder that raises the curve guide to tilt and empty the buckets.
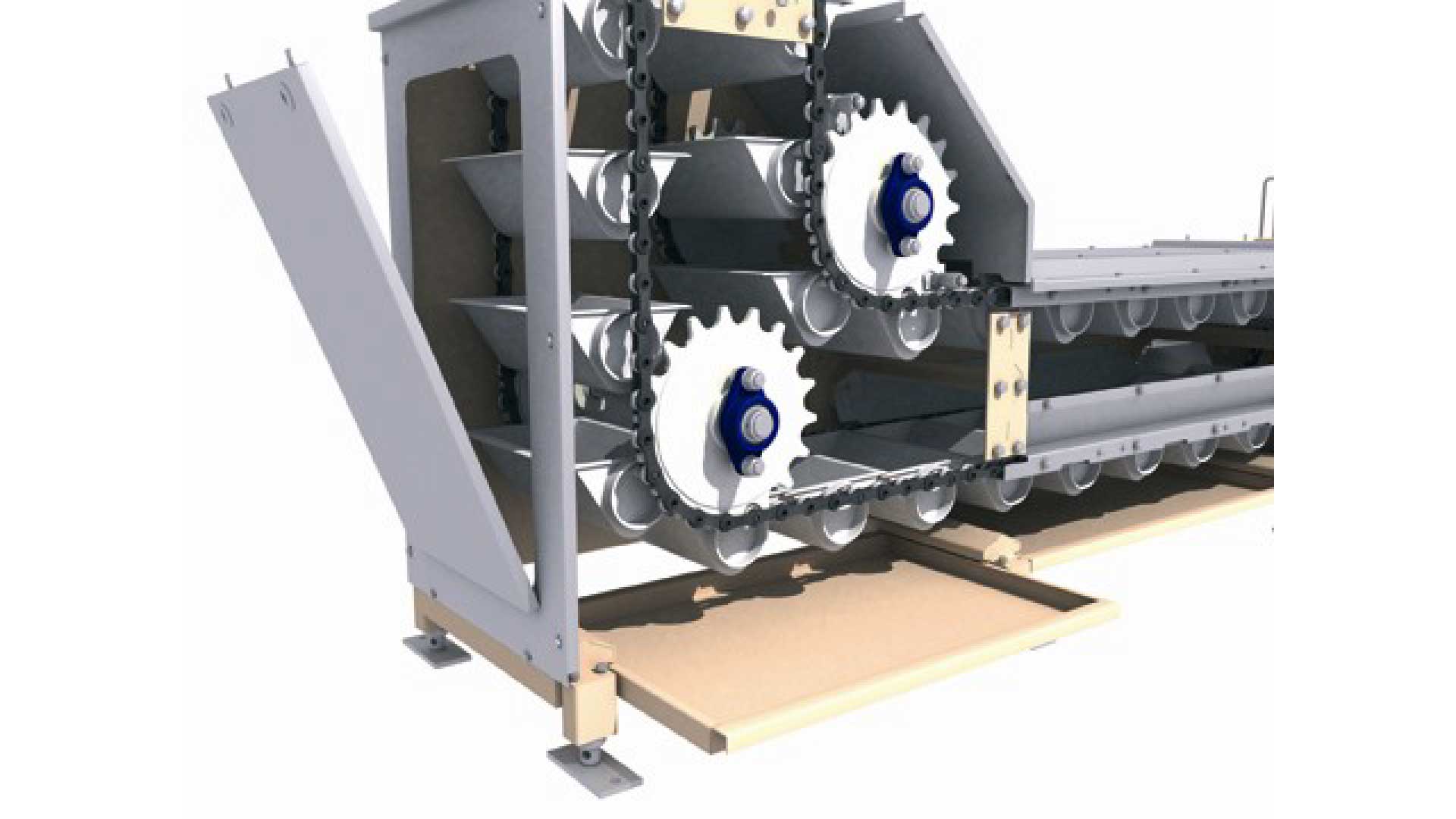
Inspection & Maintenance
In order to ensure easy and effective cleaning, we have designed our elevators in a way that provides easy access to vital components and this also includes cleaning. The bucket elevator is equipped with inspection hatches for servicing and inspection requirements. The drawers under the lower horizontal section can be pulled out when cleaning.
ATEX
Simatek® bucket elevators in a dust-proof design can be placed in ATEX zones 21 and 22.